
Các bộ phận Giường hàn liền khối, treo bên hông
Giường hàn liền khối, treo bên hông Khung máy sử dụng cấu trúc treo bên và khung máy hàn liền khối, được ủ nhiệt để loại bỏ ứng suất bên trong. Sau khi gia công thô, quá trình lão hóa rung được thực hiện trước khi gia công tinh, nhờ đó cải thiện đáng kể độ cứng và độ ổn định của máy công cụ, đồng thời đảm bảo độ chính xác của máy. Hệ thống điều khiển số (CNC) điều khiển bằng động cơ servo AC, và mâm cặp thực hiện chuyển động tịnh tiến theo hướng Y sau khi được động cơ truyền động, giúp chuyển động nhanh và chuyển động cấp liệu hiệu quả. Cả thanh răng trục Y và ray dẫn hướng tuyến tính đều được làm từ các sản phẩm có độ chính xác cao, đảm bảo hiệu quả độ chính xác của truyền động; các công tắc giới hạn ở cả hai đầu hành trình được điều khiển, và đồng thời một thiết bị giới hạn cứng được lắp đặt, đảm bảo hiệu quả an toàn cho chuyển động của máy công cụ; máy công cụ được trang bị thiết bị bôi trơn tự động bổ sung dầu bôi trơn cho các bộ phận chuyển động của khung máy theo định kỳ để đảm bảo các bộ phận chuyển động hoạt động tốt, giúp kéo dài tuổi thọ của ray dẫn hướng, bánh răng và thanh răng.
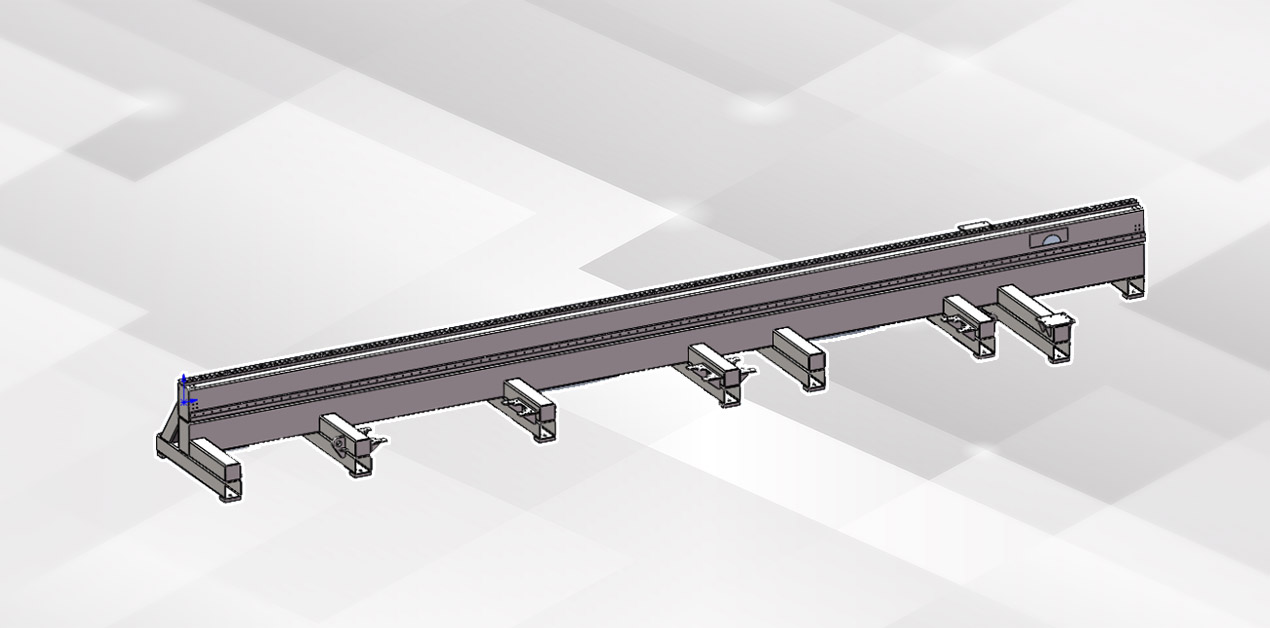
Trên bàn máy có lắp đặt 2 bộ cơ cấu hỗ trợ, và có hai loại: 1. Cơ cấu hỗ trợ theo dõi được điều khiển bằng động cơ servo độc lập để di chuyển lên xuống, chủ yếu dùng để hỗ trợ theo dõi khi ống cắt dài (ống có đường kính nhỏ) bị biến dạng quá mức. Khi mâm cặp phía sau di chuyển đến vị trí tương ứng, cơ cấu hỗ trợ phụ có thể được hạ xuống để tránh hiện tượng biến dạng. 2. Cơ cấu bánh xe có đường kính thay đổi được nâng hạ bằng xi lanh, và có thể điều chỉnh thủ công đến các vị trí khác nhau để hỗ trợ các ống có kích thước khác nhau.
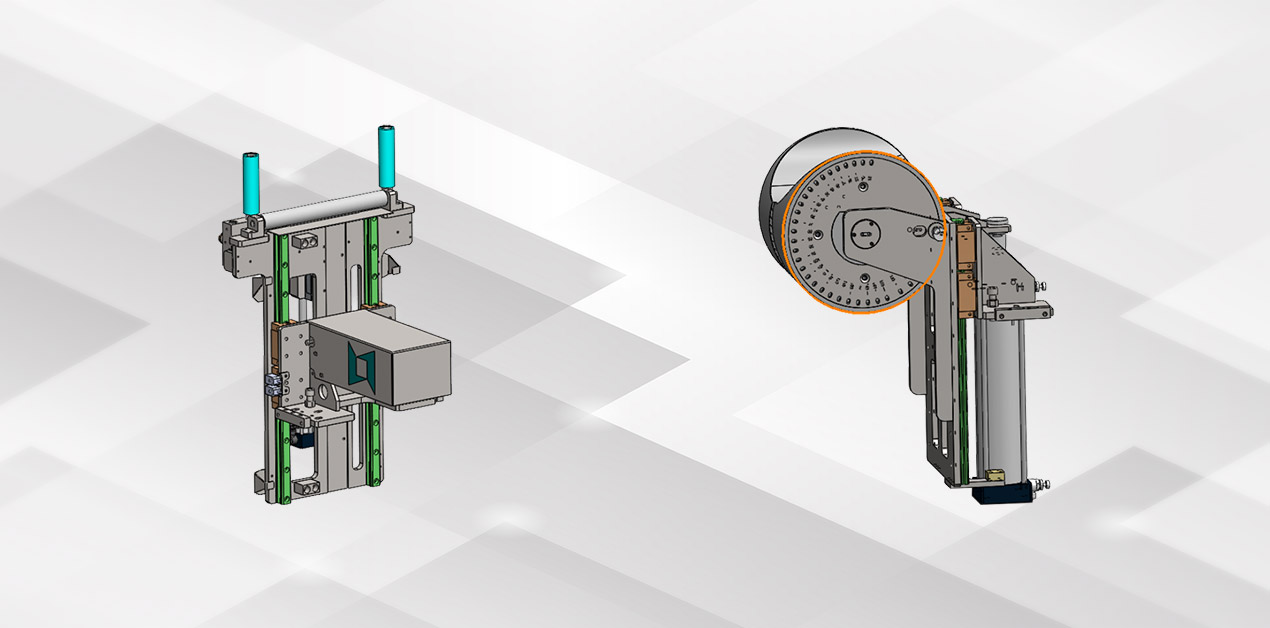
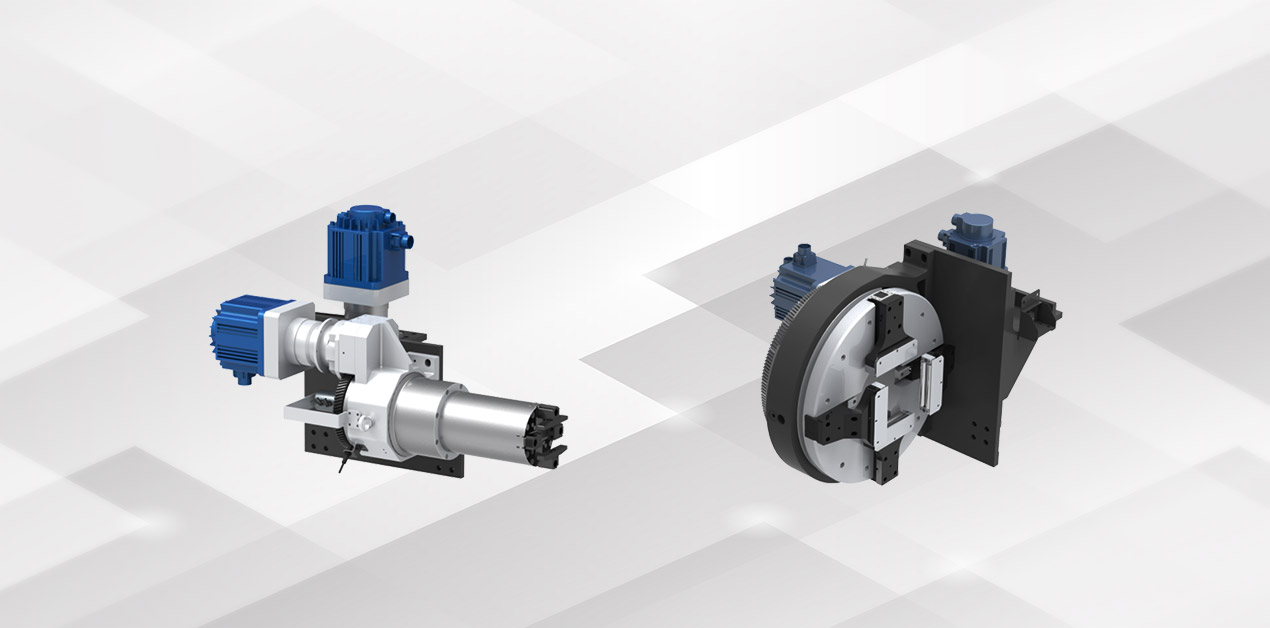
Mâm cặp được chia thành hai mâm cặp khí nén hành trình đầy đủ phía trước và phía sau, cả hai đều có thể di chuyển theo hướng Y. Mâm cặp phía sau chịu trách nhiệm kẹp và cấp phôi ống, còn mâm cặp phía trước được lắp đặt ở cuối bàn máy để kẹp vật liệu. Mâm cặp phía trước và phía sau được dẫn động riêng biệt bằng động cơ servo để đạt được sự quay đồng bộ. Dưới sự kẹp kết hợp của hai mâm cặp, có thể thực hiện cắt đuôi ngắn, với chiều dài đuôi ngắn có thể đạt 20-40mm, đồng thời hỗ trợ cắt đuôi ngắn của các đoạn ống dài hơn. Máy cắt ống dòng TN sử dụng phương pháp di chuyển và tránh ma sát mâm cặp, có thể thực hiện cắt bằng hai mâm cặp cùng một lúc, và sẽ không gây ra hiện tượng ống quá dài và không ổn định, cũng như không ảnh hưởng đến độ chính xác.
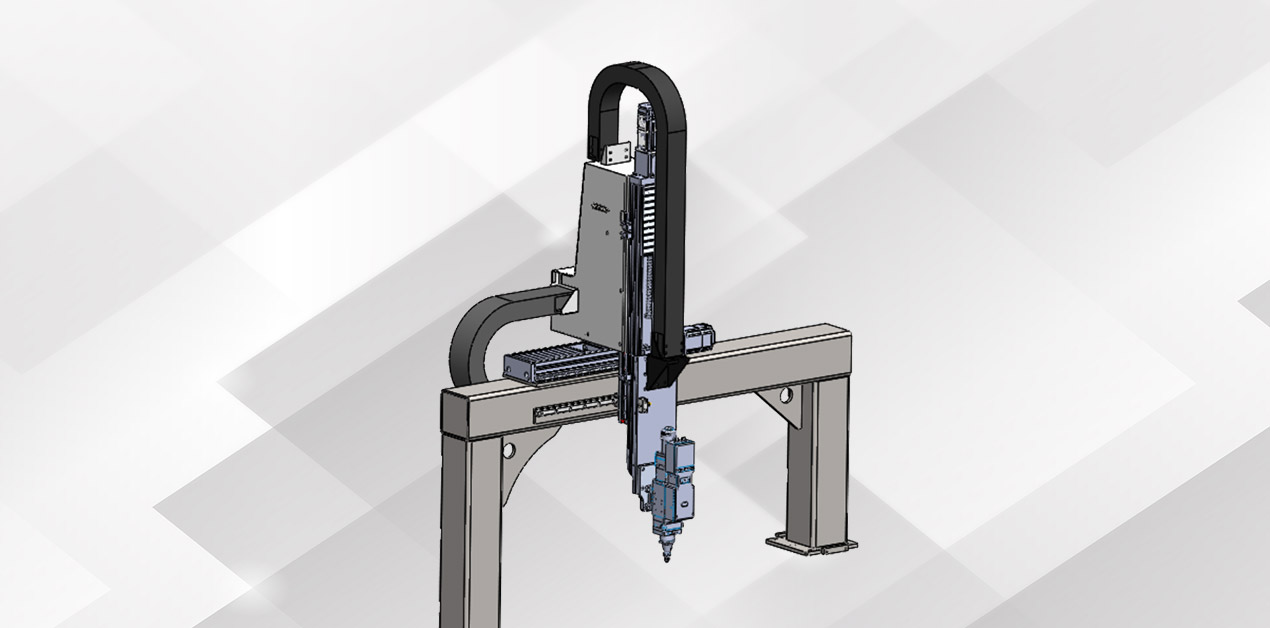
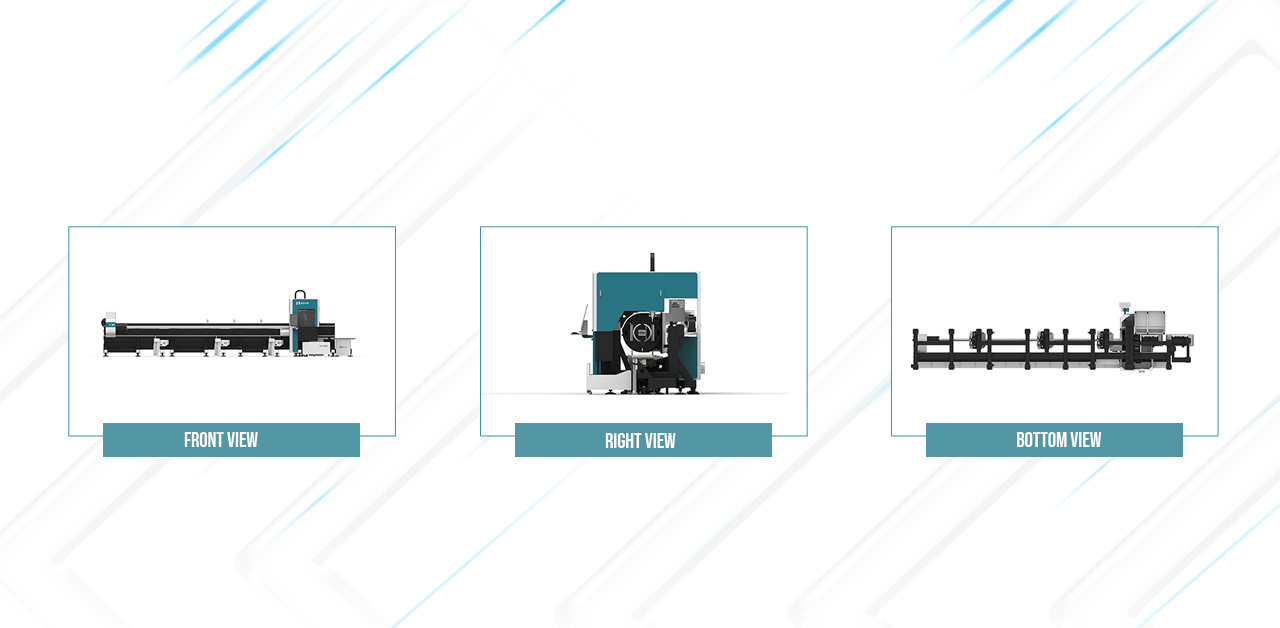
Thanh ngang của thiết bị trục X sử dụng cấu trúc khung cổng, được hàn bằng sự kết hợp giữa ống vuông và tấm thép. Bộ phận khung cổng được cố định trên bệ máy, và trục X được dẫn động bởi một động cơ servo để điều khiển cơ cấu bánh răng và thanh răng, thực hiện chuyển động tịnh tiến của tấm trượt theo hướng X. Trong quá trình chuyển động, công tắc giới hạn điều khiển hành trình để giới hạn vị trí, đảm bảo an toàn cho hoạt động của hệ thống. Đồng thời, trục X/Z có vỏ bảo vệ riêng để bảo vệ cấu trúc bên trong và đạt được hiệu quả bảo vệ và loại bỏ bụi tốt hơn. Thiết bị trục Z chủ yếu thực hiện chuyển động lên xuống của đầu laser. Trục Z có thể được sử dụng như một trục CNC để thực hiện chuyển động nội suy riêng, đồng thời có thể được liên kết với trục X và Y, và cũng có thể chuyển sang điều khiển theo dõi để đáp ứng nhu cầu của các tình huống khác nhau.